




Dass Supersportwagen tief auf der Piste kleben, liegt nicht zuletzt an der Trockensumpfschmierung, die eine Ölwanne obsolet macht. Die Präzisionspumpen dafür fertigt Scherzinger aus dem Schwarzwald. Der Mittelständler freut sich über solche Projekte, bei denen andere gerne abwinken. Denn kleine Serien mit solch hohen Anforderungen an Toleranz, Prozesssicherheit und Wiederholgenauigkeit sind die Paradedisziplin der Schwarzwälder. Damit dies zuverlässig gelingt, hat die Andreas Maier GmbH & Co. KG (AMF) passgenau die richtigen Vorrichtungen dazu entwickelt. Nun können italienische und süddeutsche Supersportwagen in der grünen Hölle zum Duell antreten. Und egal, wer am Ende vorne liegt, Scherzinger und AMF gehören zu den Gewinnern.
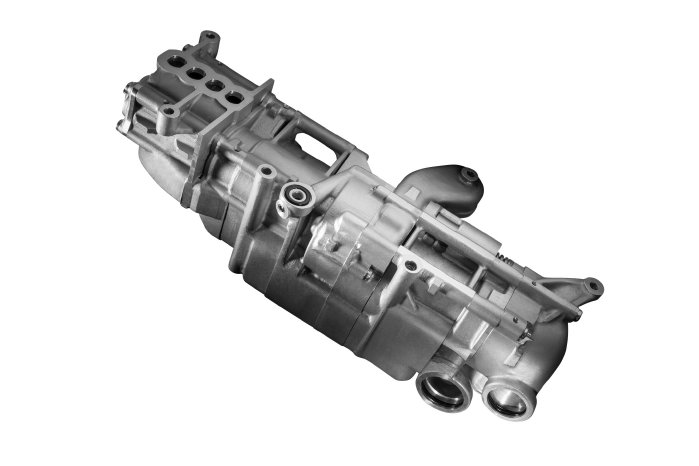
„Für genau solche Projekte brennen wir“, erzählt Tobias King. „Wenn wir frühzeitig hinzugezogen werden und unsere gesamte Kompetenz in der Entwicklung, Auslegung, Konstruktion und Fertigung von Hochleistungspumpen einbringen können, dann laufen alle zur Höchstform auf“, so der Projektleiter bei der Scherzinger Pumpen GmbH & Co. KG weiter. Als vor rund sieben Jahren ein süddeutscher Premium-Automobil-Hersteller anklopft, geht es um eine Flügelzellenpumpe zur Trockensumpfschmierung für deren Supersportwagen. Was am Anfang mit überschaubaren Stückzahlen im Manufakturbetrieb beginnt, wächst schnell in eine Serie. Und weil dank hoher Prozesssicherheit und Wiederholgenauigkeit Qualität und Standfestigkeit der Präzisionspumpen überzeugen, weckt dies auch in Italien Begehrlichkeiten. Doch damit beginnt eine neue Dimension, denn nicht nur italienische Supersportwagen sind aktuell gefragt wie nie.
Die Nachfrage nach Supersportwagen steigt seit Jahren stark
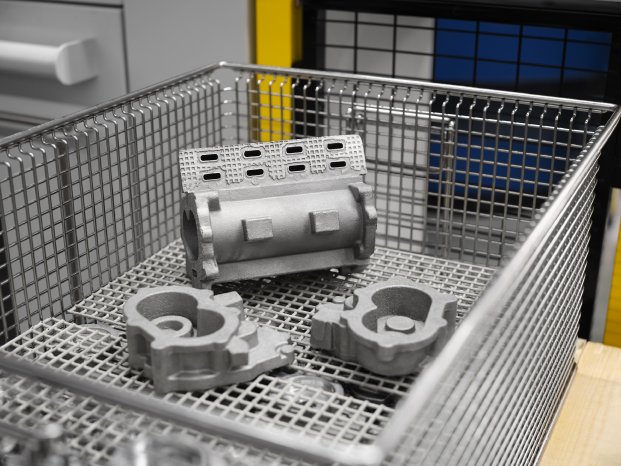
„Jetzt geht es um Stückzahlen von mehreren 1000 pro Jahr, und die fordern ein ganz anderes Fertigungskonzept“, betont Produktionsplaner Mario Maier von Scherzinger. Zwei Gehäuse und zwei Deckel aus Aluminiumguss sollen möglichst vollautomatisch und mannlos gefertigt werden. Also wird das neue 5-Achs-Bearbeitungszentrum von Grob mit einer Automation von EGS um neue Vorrichtungen ergänzt. „Bei den ersten Vorrichtungen haben wir viel gelernt, doch nun sollte ein Partner hinzukommen, der uns besser versteht und auf uns eingeht“, forderte Oliver Hindinger, der bei Scherzinger die Betriebsmittel konstruiert. Das spielte Willi Fast in die Hände. Der AMF-Anwendungsberater für genau solche Projekte bei Schlüsselkunden kommt aus der Technik und bringt gerne sein Verständnis und seine Lösungskompetenz ein. „Ich war lange genug auf der anderen Seite und erkenne schnell, wo der Schuh drückt.“
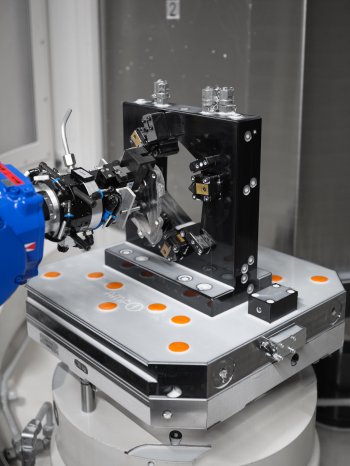
So entstehen vier Vorrichtungen, die, auf Maschinenpaletten montiert, in wenigen Minuten in die Maschine eingewechselt werden und dank Nullpunktspanntechnik sofort positioniert sind. Die Herausforderung dabei ist die Fixierung der Rohteile aus Aluminium Sandguss. In einem früheren Konzept wurden zwei Bauteile pro Vorrichtung gespannt und bearbeitet. Dabei haben jedoch mehr Störkonturen den Bearbeitungsprozess eingeschränkt. „Deshalb spannen wir jetzt nur noch je ein Rohteil, statt wie früher zwei“, erklärt King. „So haben wir die Komplexität reduziert und die Prozesssicherheit deutlich erhöht.“ Nun kann die Grob 350 mit ihrem einzigartigen Maschinenkonzept der horizontalen Spindellage und dem Schwenktisch das Werkstück nach Messung der Lage für jede notwendige Bearbeitung toleranzgenau positionieren.
Clevere Spannlösung berücksichtigt alle Gegebenheiten
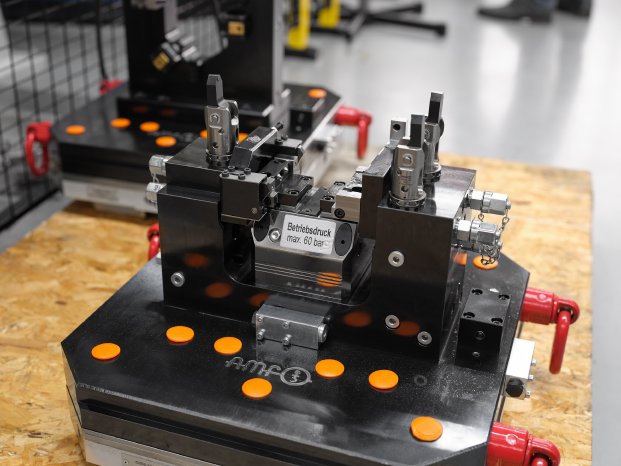
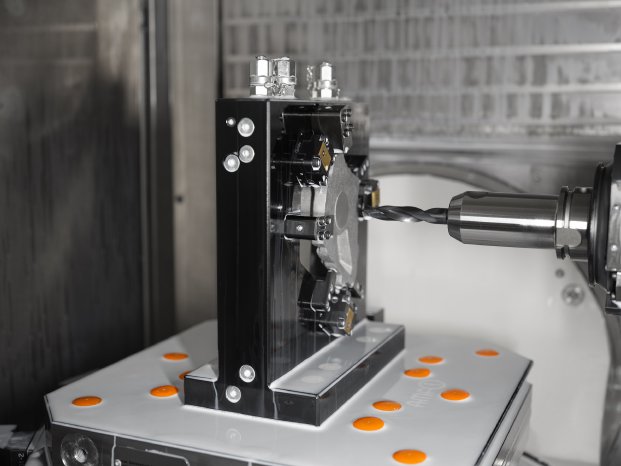
Gespannt werden die Rohteile hydraulisch mit maximal 190 bar Druck. Bei dem größeren Pumpengehäuse ist dies nicht ganz trivial. „Damit wir bei den Bearbeitungsprozessen alle Positionen erreichen, haben wir in der Konstruktion drei Laschen vorgesehen, an denen gespannt werden kann, und die später entfernt werden“, berichtet Hindinger. Hat der Knickarmroboter von EGS ein Teil aus einer der zehn Palettenschubladen entnommen, positioniert er es passgenau in der Vorrichtung. Dann fixieren drei Vertikalspanner mit 90° Öffnungswinkel, das Gehäuse mit 7,8 kN felsenfest und prozesssicher. An den Auflageflächen sind zusätzlich griffige Aufnahmepunkte gegen ein Verrutschen des Werkstücks angebracht. Nun können Bohrungen und Senkungen eingebracht, Dichtungsflächen plan gefräst und das Innere der Flügelzellenpumpe auf Maß zerspant werden. Dabei sind die Maß-, Lage- und Formtoleranzen mit 0,02 und 0,04 mm sehr anspruchsvoll. Sind alle Bearbeitungsschritte durchgeführt, übernimmt ein in der Vorrichtung eingebauter Zentrierspanner die Fixierung des Pumpengehäuses. Nun geben die Kipphebel die drei Spannlaschen frei, damit sie die Maschine entfernen kann.
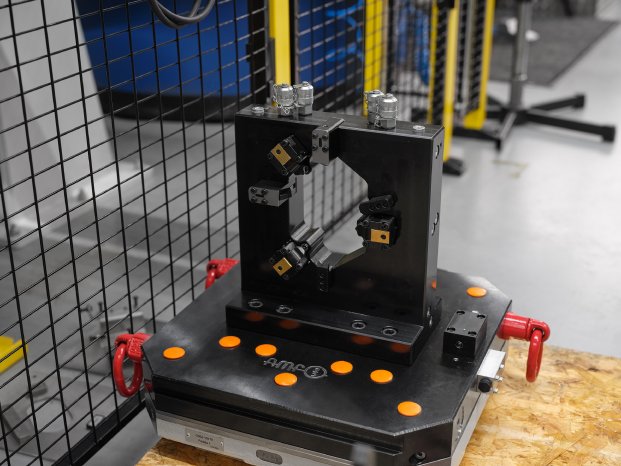
Die Fertigung der beiden Deckel ist zwar nicht ganz so anspruchsvoll, dennoch bedarf es für die sichere Spannung der Rohteile einige Überlegungen. Passend zur horizontalen Spindellage der Grob-Maschine werden die Teile senkrecht in eine bogenförmige Vorrichtung eingebracht, die sie an den schmalen Seiten komplett umschließt. Auch hier fixieren nach dem Positionieren die hydraulischen Vertikalspanner fest und sicher. Im Anschluss an das Zerspanen werden die Teile in weiteren Schubladen des Palettenwagens abgelegt, bevor sie ausgefahren und noch entgratet sowie veredelt werden.
Familienunternehmen mit jahrzehntelanger Tradition
Neben den besonderen Herausforderungen von Fahrzeugtechnik und Motorsport kommen Pumpen von Scherzinger auch im Maschinen- und Anlagenbau sowie der Kraftwerkstechnik zum Einsatz. Das 1937 gegründete Unternehmen hat seine Fertigung mit entsprechenden Standorten aufgegliedert in Serien- und Einzelteil- bis Kleinserien-Fertigung. Bekannt sind die Schwarzwälder auch für ihre Modulbauweise, durch die sie schnell passende Lösungen für ihre Kunden finden.
Bei AMF, die vor allem durch ihre Nullpunktspanntechnik weltweit geschätzt werden, sind solche kundenspezifische Projektaufgaben mit passgenauen Lösungen immer stärker gefragt. Denn dabei bringen die erfahrenen Experten gerne ihre gesamte Expertise ein, um die für Fertigung, Werkstück und Produktivität beim Kunden beste Lösung zu finden. Wenn beide, wie in diesem Fall, Familienunternehmen mit jahrzehntelanger Tradition sind und gleich ticken, passt es besonders gut.
Direkte Kommunikation aller Beteiligten auf Augenhöhe mit schnellen Reaktionszeiten
Seit Januar 2024 läuft die Fertigung wie gewünscht. Das Ziel einer vollautomatisierten, mannlosen Fertigung ist in Rekordzeit erreicht worden. Das Ergebnis schafft durch die Automatisierung im Verbund mit den Vorrichtungen beim Personal mehr Kapazität für andere Aufgaben. „Wir haben es geschafft den Personaleinsatz gegenüber früher auf 25 Prozent zu senken“, berichtet Produktionsplaner Maier begeistert. Dass dieses Projekt so schnell zum Serienstart kam, ist allen Beteiligten zu verdanken.
Willi Fast von AMF resümiert zufrieden: „Nach ersten Gesprächen im März 2023 war mir klar, dass es viele Herausforderungen zu bewältigen gilt, um alle vier Vorrichtungen bis zum geplanten Produktionsstart Anfang 2024 einsatzbereit zu haben. Hierbei bewies sich unsere interne Struktur aus Konstruktion und Projektmanagement als großer Vorteil, denn das ermöglicht eine direkte und transparente Kommunikation mit dem Kunden. Besonders freut uns, dass wir mit Scherzinger einen Kunden haben, mit dem der Daten- und Informationssaustauch direkt und zügig verläuft. Und dies bereits seit dem ersten gemeinsamen Projekt.“ Das können alle bei Scherzinger nur bekräftigen: „Dass man immer einen direkten Ansprechpartner erreicht hat und AMF stets schnell reagiert hat, ist nicht selbstverständlich“, sagt Hindinger. Und King ergänzt: „Die Zusammenarbeit war immer auf Augenhöhe. Das kennen wir leider auch anders.“
Gewinner vor allem jenseits von Piste und Straße
Inzwischen sind die Abrufe der Pumpen für die Trockensumpf-schmierung sowohl des deutschen als auch des italienischen Herstellers der Supersportwagen weiter deutlich gestiegen. Weil die Fahrzeuge nicht nur auf Rennstrecken, sondern auch im ganz normalen Straßenverkehr zugelassen sind, erfreuen sie sich bei ihrer Kundschaft, die bis zu siebenstellige Beträge ausgeben kann, immer größerer Beliebtheit. Die vorausschauend automatisierte Fertigung bei Scherzinger macht steigende Abrufzahlen locker mit. Und so ist es am Ende egal, ob Italien oder Deutschland am Nürburgring vorne liegt, die Hochleistungspumpe der Trockensumpfschmierung macht die extrem hohen Anforderungen eines 24-Stunden-Rennens mit Dauerdrehzahlen jenseits der 8000 Umdrehungen genauso locker mit, wie die Sonntagsausfahrt des Sportwagenliebhabers auf der Landstraße. Deshalb gehören Scherzinger und AMF auf jeden Fall zu den Gewinnern.
„Für genau solche Projekte brennen wir“, erzählt Tobias King. „Wenn wir frühzeitig hinzugezogen werden und unsere gesamte Kompetenz in der Entwicklung, Auslegung, Konstruktion und Fertigung von Hochleistungspumpen einbringen können, dann laufen alle zur Höchstform auf“, so der Projektleiter bei der Scherzinger Pumpen GmbH & Co. KG weiter. Als vor rund sieben Jahren ein süddeutscher Premium-Automobil-Hersteller anklopft, geht es um eine Flügelzellenpumpe zur Trockensumpfschmierung für deren Supersportwagen. Was am Anfang mit überschaubaren Stückzahlen im Manufakturbetrieb beginnt, wächst schnell in eine Serie. Und weil dank hoher Prozesssicherheit und Wiederholgenauigkeit Qualität und Standfestigkeit der Präzisionspumpen überzeugen, weckt dies auch in Italien Begehrlichkeiten. Doch damit beginnt eine neue Dimension, denn nicht nur italienische Supersportwagen sind aktuell gefragt wie nie.
Die Nachfrage nach Supersportwagen steigt seit Jahren stark
„Jetzt geht es um Stückzahlen von mehreren 1000 pro Jahr, und die fordern ein ganz anderes Fertigungskonzept“, betont Produktionsplaner Mario Maier von Scherzinger. Zwei Gehäuse und zwei Deckel aus Aluminiumguss sollen möglichst vollautomatisch und mannlos gefertigt werden. Also wird das neue 5-Achs-Bearbeitungszentrum von Grob mit einer Automation von EGS um neue Vorrichtungen ergänzt. „Bei den ersten Vorrichtungen haben wir viel gelernt, doch nun sollte ein Partner hinzukommen, der uns besser versteht und auf uns eingeht“, forderte Oliver Hindinger, der bei Scherzinger die Betriebsmittel konstruiert. Das spielte Willi Fast in die Hände. Der AMF-Anwendungsberater für genau solche Projekte bei Schlüsselkunden kommt aus der Technik und bringt gerne sein Verständnis und seine Lösungskompetenz ein. „Ich war lange genug auf der anderen Seite und erkenne schnell, wo der Schuh drückt.“
So entstehen vier Vorrichtungen, die, auf Maschinenpaletten montiert, in wenigen Minuten in die Maschine eingewechselt werden und dank Nullpunktspanntechnik sofort positioniert sind. Die Herausforderung dabei ist die Fixierung der Rohteile aus Aluminium Sandguss. In einem früheren Konzept wurden zwei Bauteile pro Vorrichtung gespannt und bearbeitet. Dabei haben jedoch mehr Störkonturen den Bearbeitungsprozess eingeschränkt. „Deshalb spannen wir jetzt nur noch je ein Rohteil, statt wie früher zwei“, erklärt King. „So haben wir die Komplexität reduziert und die Prozesssicherheit deutlich erhöht.“ Nun kann die Grob 350 mit ihrem einzigartigen Maschinenkonzept der horizontalen Spindellage und dem Schwenktisch das Werkstück nach Messung der Lage für jede notwendige Bearbeitung toleranzgenau positionieren.
Clevere Spannlösung berücksichtigt alle Gegebenheiten
Gespannt werden die Rohteile hydraulisch mit maximal 190 bar Druck. Bei dem größeren Pumpengehäuse ist dies nicht ganz trivial. „Damit wir bei den Bearbeitungsprozessen alle Positionen erreichen, haben wir in der Konstruktion drei Laschen vorgesehen, an denen gespannt werden kann, und die später entfernt werden“, berichtet Hindinger. Hat der Knickarmroboter von EGS ein Teil aus einer der zehn Palettenschubladen entnommen, positioniert er es passgenau in der Vorrichtung. Dann fixieren drei Vertikalspanner mit 90° Öffnungswinkel, das Gehäuse mit 7,8 kN felsenfest und prozesssicher. An den Auflageflächen sind zusätzlich griffige Aufnahmepunkte gegen ein Verrutschen des Werkstücks angebracht. Nun können Bohrungen und Senkungen eingebracht, Dichtungsflächen plan gefräst und das Innere der Flügelzellenpumpe auf Maß zerspant werden. Dabei sind die Maß-, Lage- und Formtoleranzen mit 0,02 und 0,04 mm sehr anspruchsvoll. Sind alle Bearbeitungsschritte durchgeführt, übernimmt ein in der Vorrichtung eingebauter Zentrierspanner die Fixierung des Pumpengehäuses. Nun geben die Kipphebel die drei Spannlaschen frei, damit sie die Maschine entfernen kann.
Die Fertigung der beiden Deckel ist zwar nicht ganz so anspruchsvoll, dennoch bedarf es für die sichere Spannung der Rohteile einige Überlegungen. Passend zur horizontalen Spindellage der Grob-Maschine werden die Teile senkrecht in eine bogenförmige Vorrichtung eingebracht, die sie an den schmalen Seiten komplett umschließt. Auch hier fixieren nach dem Positionieren die hydraulischen Vertikalspanner fest und sicher. Im Anschluss an das Zerspanen werden die Teile in weiteren Schubladen des Palettenwagens abgelegt, bevor sie ausgefahren und noch entgratet sowie veredelt werden.
Familienunternehmen mit jahrzehntelanger Tradition
Neben den besonderen Herausforderungen von Fahrzeugtechnik und Motorsport kommen Pumpen von Scherzinger auch im Maschinen- und Anlagenbau sowie der Kraftwerkstechnik zum Einsatz. Das 1937 gegründete Unternehmen hat seine Fertigung mit entsprechenden Standorten aufgegliedert in Serien- und Einzelteil- bis Kleinserien-Fertigung. Bekannt sind die Schwarzwälder auch für ihre Modulbauweise, durch die sie schnell passende Lösungen für ihre Kunden finden.
Bei AMF, die vor allem durch ihre Nullpunktspanntechnik weltweit geschätzt werden, sind solche kundenspezifische Projektaufgaben mit passgenauen Lösungen immer stärker gefragt. Denn dabei bringen die erfahrenen Experten gerne ihre gesamte Expertise ein, um die für Fertigung, Werkstück und Produktivität beim Kunden beste Lösung zu finden. Wenn beide, wie in diesem Fall, Familienunternehmen mit jahrzehntelanger Tradition sind und gleich ticken, passt es besonders gut.
Direkte Kommunikation aller Beteiligten auf Augenhöhe mit schnellen Reaktionszeiten
Seit Januar 2024 läuft die Fertigung wie gewünscht. Das Ziel einer vollautomatisierten, mannlosen Fertigung ist in Rekordzeit erreicht worden. Das Ergebnis schafft durch die Automatisierung im Verbund mit den Vorrichtungen beim Personal mehr Kapazität für andere Aufgaben. „Wir haben es geschafft den Personaleinsatz gegenüber früher auf 25 Prozent zu senken“, berichtet Produktionsplaner Maier begeistert. Dass dieses Projekt so schnell zum Serienstart kam, ist allen Beteiligten zu verdanken.
Willi Fast von AMF resümiert zufrieden: „Nach ersten Gesprächen im März 2023 war mir klar, dass es viele Herausforderungen zu bewältigen gilt, um alle vier Vorrichtungen bis zum geplanten Produktionsstart Anfang 2024 einsatzbereit zu haben. Hierbei bewies sich unsere interne Struktur aus Konstruktion und Projektmanagement als großer Vorteil, denn das ermöglicht eine direkte und transparente Kommunikation mit dem Kunden. Besonders freut uns, dass wir mit Scherzinger einen Kunden haben, mit dem der Daten- und Informationssaustauch direkt und zügig verläuft. Und dies bereits seit dem ersten gemeinsamen Projekt.“ Das können alle bei Scherzinger nur bekräftigen: „Dass man immer einen direkten Ansprechpartner erreicht hat und AMF stets schnell reagiert hat, ist nicht selbstverständlich“, sagt Hindinger. Und King ergänzt: „Die Zusammenarbeit war immer auf Augenhöhe. Das kennen wir leider auch anders.“
Gewinner vor allem jenseits von Piste und Straße
Inzwischen sind die Abrufe der Pumpen für die Trockensumpf-schmierung sowohl des deutschen als auch des italienischen Herstellers der Supersportwagen weiter deutlich gestiegen. Weil die Fahrzeuge nicht nur auf Rennstrecken, sondern auch im ganz normalen Straßenverkehr zugelassen sind, erfreuen sie sich bei ihrer Kundschaft, die bis zu siebenstellige Beträge ausgeben kann, immer größerer Beliebtheit. Die vorausschauend automatisierte Fertigung bei Scherzinger macht steigende Abrufzahlen locker mit. Und so ist es am Ende egal, ob Italien oder Deutschland am Nürburgring vorne liegt, die Hochleistungspumpe der Trockensumpfschmierung macht die extrem hohen Anforderungen eines 24-Stunden-Rennens mit Dauerdrehzahlen jenseits der 8000 Umdrehungen genauso locker mit, wie die Sonntagsausfahrt des Sportwagenliebhabers auf der Landstraße. Deshalb gehören Scherzinger und AMF auf jeden Fall zu den Gewinnern.
