







Warum hochspezielle Metallteile aus Koblenz in aller Welt zum Einsatz kommen wird spätestens dann klar, wenn man einen Einblick in die Fertigungsverfahren der Firma Deloro Wear Solutions GmbH bekommt. Hier werden nämlich keine Serienkomponenten von der Stange, sondern komplexe Bauteile individuell für die unterschiedlichsten Anwendungen entwickelt und gefertigt. Qualität ist dabei ein wichtiger Erfolgsfaktor, weshalb Deloro auch bei Einzelteilen und Kleinstserien auf eine maschinelle Komplettbearbeitung, also „#gratfrei von der Maschine“ umstellen will. Hierzu fehlten für einige Entgratbearbeitungen bisher die richtigen Werkzeuglösungen und Strategien. Die Firma KEMPF aus dem schwäbischen Reichenbach-Fils stellte dazu, als Spezialist für solche Herausforderungen, Werkzeuge wie den „KEMPF TriCut“ und die Sonderlösung „KEMPF RevCut“ zur rückseitigen Fasbearbeitung, bereit, mit denen Kraftwerksteile ab sofort prozesssicher bearbeitet werden können.
Seit nun mehr als 50 Jahren besteht die Firma Deloro Wear Solutions GmbH in Koblenz, die sich in den vergangenen Jahrzehnten von einer reinen Gieserei zum hochspezialisierten Problemlöser entwickelt hat. Die Stellit-Bearbeitung steht heute wie damals im Fokus und ist ein echtes Alleinstellungsmerkmal, weshalb mit der Zeit das Leistungsspektrum mit einer eigenen mechanischen Fertigung und einer Schweißerei erweitert wurde. Somit kann auch die Weiterverarbeitung der gehärteten Materialien inhouse erfolgen und den Kunden können fertige Endprodukte bzw. auch die Instandsetzung angeboten werden. Der Spezialist für hitze- und verschleißbeständige Legierungen beschäftigt heute etwa 320 Mitarbeiter und liefert vor allem der Lebensmittel- und Kraftwerksindustrie die mit Stellit „gepanzerten“ Teile, die überall dort zum Einsatz kommen, wo Säure, Dampf oder allgemein hohe Drücke einwirken und dadurch Verschleißprobleme entstehen. Typische Bauteile für diese Anwendungsgebiete sind beispielsweise Doppelkeilschieber für Pumpen, Baugruppen für Siebwechsler im Bereich Kunststoffrecycling sowie Steuerkolben und Ventilbuchsen für Hydraulikanlagen. Da diese Komponenten meist in sehr großen Maschinen zum Einsatz kommen, können bei Deloro Bauteile bis zu vier Tonnen Gewicht und ab 10 mm Durchmesser bis zu 6000 mm Länge bearbeitet werden.
400x Bohren & 400x Anfasen pro Bauteil
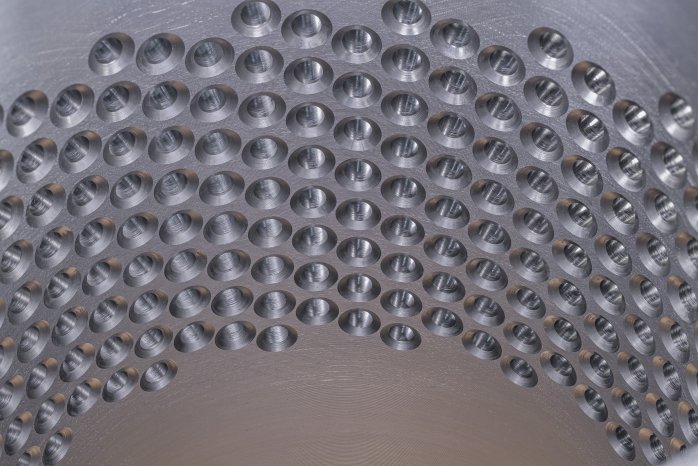
Eine kleine Herausforderung stellte dabei die Herstellung eines Dampfsiebs dar, das den Dampfdurchfluss in großen Stromkraftwerken regeln soll. Das Bauteil aus dem Werkstoff 1.4901, einem hochwarmfesten Edelstahl mit 180 mm Außendurchmesser, einer Länge von 300 mm und einem Gewicht von 18 kg sollte dabei in einer Auflage von lediglich 24 Stück prozesssicher komplett maschinell bearbeitet werden. Problematisch waren dabei die 400 Bohrungen mit 6,3 mm Durchmesser, die mit einer rückwärtigen Senkung von 120° und 10 mm Durchmesser versehen werden sollten. Da der Senkungsdurchmesser deutlich größer als der Bohrungsdurchmesser ist, konnten keine Standardwerkzeuge eingesetzt werden. Eine „Lösung“ musste also her, weshalb Deloro den Kontakt zum Entgratspezialisten KEMPF aus Reichenbach-Fils aufnahm. Verschiedene Bearbeitungsmethoden wurden simuliert, bis schlussendlich feststand, welche Strategie zur maschinellen Herstellung des Bauteils die Beste sein sollte. Zur Fertigung der Bohrungen wurde der Standard-Bohrer KEMPF MultiDrill TriCut ausgewählt, der zum einen durch seine 3-Schneiden-Geometrie im Vergleich zu herkömmlichen Bohrern bis zu 50 % mehr Vorschub generiert, und außerdem durch seine spezielle Anspitzung einen Spanbruch ermöglicht, der eine prozesssichere Evakuierung der Späne garantiert. Bohranwendungen können deshalb um ein Vielfaches schneller, genauer und auch mit längerer Standzeit des Werkzeugs durchgeführt werden. Der MultiDrill TriCut erwies sich für den Einsatz in dieser Stahllegierung mit bis zu 1200 Bohrungen als erste Wahl, da diese Leistungswertedie von Deloro erwartete Standmenge und -zeit, sowie die Bearbeitungszeit bei Weitem übertrafen.
Standardwerkzeuge brachten nicht die gewünschte Performance
Im zweiten Schritt ging es um die Fase der Bohrungen auf dem Innendurchmesser der Wandung. Als Standardlösung für die Fertigung der Senkungen kam vorerst nur eine Lösung mit einem Winkelkopf für die Bearbeitung von innen in Betracht. Der Winkelkopf hätte schmal, lang und stabil ausgelegt werden müssen. Wirtschaftlich wäre dies jedoch aufgrund der Investitionskosten schwer vertretbar gewesen. Eine Rückwärtssenkung von außen mit Standardwerkzeugen war nicht möglich, da (bedingt durch die Bohrungsgeometrie für das gegebene Verhältnis Schneidendurchmesser und -winkel zum maximal möglichen Schaftdurchmesser und -länge) kein prozesssicher funktionierendes Standardwerkzeug am Markt verfügbar ist. Die Werkzeuggeometrie, die sich aus den Einflussfaktoren ergibt, wirkt sich sehr ungünstig auf die Stabilität des Werkzeugs und durch entstehende Vibrationen folglich auch auf die Werkstückoberfläche und letztendlich auf die Standzeit aus. Tests, die Deloro vorab mit federgesteuerten Klappwerkzeugen eines spezialisierten Unternehmens aus dem benachbarten Ausland durchführte um diese Problematik zu umgehen, stellten sich für diese Anwendung als nicht optimal heraus, selbst bei Vernachlässigung der Investitionskosten, da sie nicht prozesssicher arbeiten und keine vertretbare Standzeit erzielen konnten.
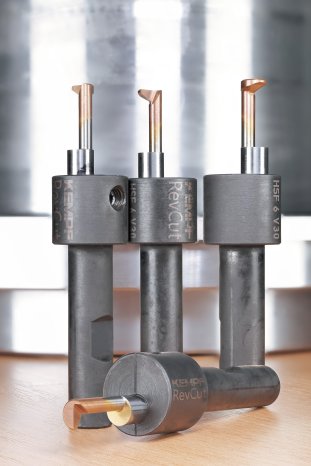
Der „KEMPF RevCut“, ein einfaches und doch geniales Sonderwerkzeug zum rückseitigen Fasen der Bohrungen, wurde kurzerhand von KEMPF als Sonderwerkzeug entwickelt. Die Idee dahinter: Die durch die Bohrungsgeometrie bestimmte, maximal mögliche Stärke des Schafts durch ein exzentrisches Eintauchen in die Bohrung erhöhen zu können. Dazu wurde das Werkzeug mit einer Schneidenbreite ausgelegt, die beim spindelorientierten Eintauchen in die Bohrung seitlich je 0,1 mm „Luft“ lässt. Der Schaft wurde mit einer definierten Spannfläche im zentrischen Teil, passend zur Orientierung des Halters, ausgelegt. Nach dem Eintauchen wird das Werkzeug mit der Achse der Spindel auf die Achse der Bohrung verfahren, die Spindel eingeschaltet und der Senkvorgang „normal“ durchgeführt. Bei den ersten Tests konnte festgestellt werden, dass das Werkzeug sehr stabil läuft und so ca. 800 Bohrungen prozesssicher im Werkstoff 1.4109 rückseitig gefast werden konnten. Wirtschaftlich betrachtet, ist der Investitionsbedarf sehr gering. Die Hartmetallschneiden können nach Verschleiß einfach ausgetauscht und recycelt werden.
Bohrer „KEMPF ExBurrDrill“ erspart zusätzliches Anfasen und Entgraten
Als weitere Aufgabe stand die Bearbeitung eines Bauteils aus Werkstoff 1.7709 an. Ein warmfester Stahl der sich für Temperaturen bis 540°C eignet. In Summe mussten ca. 5.000 Bohrungen mit 10 mm Durchmesser, jeweils mit einer Senkung von 16 x 90° auf dem Außendurchmesser gefertigt werden. Auf Grund der Gegebenheiten entschied man sich hierbei für den Einsatz des „KEMPF ExBurrDrill“. Die Eigenschaft dieses Bohrers besteht in erster Linie darin, dass die Schneiden einen nahezu gratfreien Bohrungsaustritt erzeugen. Zudem wurde der „KEMPF ExBurrDrill“ in dieser Anwendung als Stufenbohrer mit einer Senkstufe ausgelegt. Im Gegensatz zum „KEMPF TriCut“ läuft die Bohroperation alleine zwar etwas länger, der ganze Prozess wird allerdings in einem Arbeitsgang statt den drei Arbeitsgängen Bohren, Senken und rückseitig Entgraten prozesssicher gefertigt. Rüstzeiten für zwei Werkzeuge und mindestens zwei Werkzeugwechsel entfallen zudem. Man schafft sich in dem Fall einen Vorteil in der Durchlaufzeit von weit mehr als 60%, was einer zusätzlichen Erhöhung der Maschinenkapazität im gleichen Maß entspricht. Der Standweg des Werkzeugs überzeugte ebenfalls, denn erst nach ca. 40.000 mm, das entspricht ca. 2.000 Bohrungen, wurde das Werkzeug ausgewechselt, um die Prozesssicherheit durchgehend zu gewährleisten. Die Aussage war klar: „Der Bohrer liefert überragende Ergebnisse.“
Die Deloro Wear Solutions GmbH wird auf Grund der positiven Erfahrungen vermehrt auf prozessoptimierte Lösungen des Entgratspezialisten KEMPF zurückgreifen, da man sich durch andere Strategien und Werkzeuge zusätzliche Aufspannungen, Bearbeitungszeit und aufwendige Handarbeit einsparen und gleichzeitig die Produktionsprozesse optimieren und sich zusätzliche Kapazitäten schaffen kann. Die schnelle und unkomplizierte Umsetzung der Sonderwerkzeuglösung in Verbindung mit dem Einsatz der Standardwerkzeuge war hierfür der erste Schritt.
Seit nun mehr als 50 Jahren besteht die Firma Deloro Wear Solutions GmbH in Koblenz, die sich in den vergangenen Jahrzehnten von einer reinen Gieserei zum hochspezialisierten Problemlöser entwickelt hat. Die Stellit-Bearbeitung steht heute wie damals im Fokus und ist ein echtes Alleinstellungsmerkmal, weshalb mit der Zeit das Leistungsspektrum mit einer eigenen mechanischen Fertigung und einer Schweißerei erweitert wurde. Somit kann auch die Weiterverarbeitung der gehärteten Materialien inhouse erfolgen und den Kunden können fertige Endprodukte bzw. auch die Instandsetzung angeboten werden. Der Spezialist für hitze- und verschleißbeständige Legierungen beschäftigt heute etwa 320 Mitarbeiter und liefert vor allem der Lebensmittel- und Kraftwerksindustrie die mit Stellit „gepanzerten“ Teile, die überall dort zum Einsatz kommen, wo Säure, Dampf oder allgemein hohe Drücke einwirken und dadurch Verschleißprobleme entstehen. Typische Bauteile für diese Anwendungsgebiete sind beispielsweise Doppelkeilschieber für Pumpen, Baugruppen für Siebwechsler im Bereich Kunststoffrecycling sowie Steuerkolben und Ventilbuchsen für Hydraulikanlagen. Da diese Komponenten meist in sehr großen Maschinen zum Einsatz kommen, können bei Deloro Bauteile bis zu vier Tonnen Gewicht und ab 10 mm Durchmesser bis zu 6000 mm Länge bearbeitet werden.
400x Bohren & 400x Anfasen pro Bauteil
Eine kleine Herausforderung stellte dabei die Herstellung eines Dampfsiebs dar, das den Dampfdurchfluss in großen Stromkraftwerken regeln soll. Das Bauteil aus dem Werkstoff 1.4901, einem hochwarmfesten Edelstahl mit 180 mm Außendurchmesser, einer Länge von 300 mm und einem Gewicht von 18 kg sollte dabei in einer Auflage von lediglich 24 Stück prozesssicher komplett maschinell bearbeitet werden. Problematisch waren dabei die 400 Bohrungen mit 6,3 mm Durchmesser, die mit einer rückwärtigen Senkung von 120° und 10 mm Durchmesser versehen werden sollten. Da der Senkungsdurchmesser deutlich größer als der Bohrungsdurchmesser ist, konnten keine Standardwerkzeuge eingesetzt werden. Eine „Lösung“ musste also her, weshalb Deloro den Kontakt zum Entgratspezialisten KEMPF aus Reichenbach-Fils aufnahm. Verschiedene Bearbeitungsmethoden wurden simuliert, bis schlussendlich feststand, welche Strategie zur maschinellen Herstellung des Bauteils die Beste sein sollte. Zur Fertigung der Bohrungen wurde der Standard-Bohrer KEMPF MultiDrill TriCut ausgewählt, der zum einen durch seine 3-Schneiden-Geometrie im Vergleich zu herkömmlichen Bohrern bis zu 50 % mehr Vorschub generiert, und außerdem durch seine spezielle Anspitzung einen Spanbruch ermöglicht, der eine prozesssichere Evakuierung der Späne garantiert. Bohranwendungen können deshalb um ein Vielfaches schneller, genauer und auch mit längerer Standzeit des Werkzeugs durchgeführt werden. Der MultiDrill TriCut erwies sich für den Einsatz in dieser Stahllegierung mit bis zu 1200 Bohrungen als erste Wahl, da diese Leistungswertedie von Deloro erwartete Standmenge und -zeit, sowie die Bearbeitungszeit bei Weitem übertrafen.
Standardwerkzeuge brachten nicht die gewünschte Performance
Im zweiten Schritt ging es um die Fase der Bohrungen auf dem Innendurchmesser der Wandung. Als Standardlösung für die Fertigung der Senkungen kam vorerst nur eine Lösung mit einem Winkelkopf für die Bearbeitung von innen in Betracht. Der Winkelkopf hätte schmal, lang und stabil ausgelegt werden müssen. Wirtschaftlich wäre dies jedoch aufgrund der Investitionskosten schwer vertretbar gewesen. Eine Rückwärtssenkung von außen mit Standardwerkzeugen war nicht möglich, da (bedingt durch die Bohrungsgeometrie für das gegebene Verhältnis Schneidendurchmesser und -winkel zum maximal möglichen Schaftdurchmesser und -länge) kein prozesssicher funktionierendes Standardwerkzeug am Markt verfügbar ist. Die Werkzeuggeometrie, die sich aus den Einflussfaktoren ergibt, wirkt sich sehr ungünstig auf die Stabilität des Werkzeugs und durch entstehende Vibrationen folglich auch auf die Werkstückoberfläche und letztendlich auf die Standzeit aus. Tests, die Deloro vorab mit federgesteuerten Klappwerkzeugen eines spezialisierten Unternehmens aus dem benachbarten Ausland durchführte um diese Problematik zu umgehen, stellten sich für diese Anwendung als nicht optimal heraus, selbst bei Vernachlässigung der Investitionskosten, da sie nicht prozesssicher arbeiten und keine vertretbare Standzeit erzielen konnten.
Der „KEMPF RevCut“, ein einfaches und doch geniales Sonderwerkzeug zum rückseitigen Fasen der Bohrungen, wurde kurzerhand von KEMPF als Sonderwerkzeug entwickelt. Die Idee dahinter: Die durch die Bohrungsgeometrie bestimmte, maximal mögliche Stärke des Schafts durch ein exzentrisches Eintauchen in die Bohrung erhöhen zu können. Dazu wurde das Werkzeug mit einer Schneidenbreite ausgelegt, die beim spindelorientierten Eintauchen in die Bohrung seitlich je 0,1 mm „Luft“ lässt. Der Schaft wurde mit einer definierten Spannfläche im zentrischen Teil, passend zur Orientierung des Halters, ausgelegt. Nach dem Eintauchen wird das Werkzeug mit der Achse der Spindel auf die Achse der Bohrung verfahren, die Spindel eingeschaltet und der Senkvorgang „normal“ durchgeführt. Bei den ersten Tests konnte festgestellt werden, dass das Werkzeug sehr stabil läuft und so ca. 800 Bohrungen prozesssicher im Werkstoff 1.4109 rückseitig gefast werden konnten. Wirtschaftlich betrachtet, ist der Investitionsbedarf sehr gering. Die Hartmetallschneiden können nach Verschleiß einfach ausgetauscht und recycelt werden.
Bohrer „KEMPF ExBurrDrill“ erspart zusätzliches Anfasen und Entgraten
Als weitere Aufgabe stand die Bearbeitung eines Bauteils aus Werkstoff 1.7709 an. Ein warmfester Stahl der sich für Temperaturen bis 540°C eignet. In Summe mussten ca. 5.000 Bohrungen mit 10 mm Durchmesser, jeweils mit einer Senkung von 16 x 90° auf dem Außendurchmesser gefertigt werden. Auf Grund der Gegebenheiten entschied man sich hierbei für den Einsatz des „KEMPF ExBurrDrill“. Die Eigenschaft dieses Bohrers besteht in erster Linie darin, dass die Schneiden einen nahezu gratfreien Bohrungsaustritt erzeugen. Zudem wurde der „KEMPF ExBurrDrill“ in dieser Anwendung als Stufenbohrer mit einer Senkstufe ausgelegt. Im Gegensatz zum „KEMPF TriCut“ läuft die Bohroperation alleine zwar etwas länger, der ganze Prozess wird allerdings in einem Arbeitsgang statt den drei Arbeitsgängen Bohren, Senken und rückseitig Entgraten prozesssicher gefertigt. Rüstzeiten für zwei Werkzeuge und mindestens zwei Werkzeugwechsel entfallen zudem. Man schafft sich in dem Fall einen Vorteil in der Durchlaufzeit von weit mehr als 60%, was einer zusätzlichen Erhöhung der Maschinenkapazität im gleichen Maß entspricht. Der Standweg des Werkzeugs überzeugte ebenfalls, denn erst nach ca. 40.000 mm, das entspricht ca. 2.000 Bohrungen, wurde das Werkzeug ausgewechselt, um die Prozesssicherheit durchgehend zu gewährleisten. Die Aussage war klar: „Der Bohrer liefert überragende Ergebnisse.“
Die Deloro Wear Solutions GmbH wird auf Grund der positiven Erfahrungen vermehrt auf prozessoptimierte Lösungen des Entgratspezialisten KEMPF zurückgreifen, da man sich durch andere Strategien und Werkzeuge zusätzliche Aufspannungen, Bearbeitungszeit und aufwendige Handarbeit einsparen und gleichzeitig die Produktionsprozesse optimieren und sich zusätzliche Kapazitäten schaffen kann. Die schnelle und unkomplizierte Umsetzung der Sonderwerkzeuglösung in Verbindung mit dem Einsatz der Standardwerkzeuge war hierfür der erste Schritt.
