

Prozesssicheres Entgraten und Reinigen sind bei der Herstellung von Präzisions- und Qualitätsbauteilen ein Muss. Für diese unverzichtbaren Fertigungsschritte entwickelte ein Teilehersteller und Sondermaschinenbauer gemeinsam mit Weber Ultrasonics eine Mehrbadtauchanlage, in der Werkstücke mit Ultraschall in einem Prozess vorgereinigt, entgratet und feingereinigt werden können.
Gratfrei und scharfkantig lautete die Spezifikation, für die ein Teilehersteller ein prozesssicheres Entgratverfahren suchte, welches er in seine Fertigung integrieren kann. Bei den zu entgratenden Werkstücken handelt es sich um spanend hergestellte, rund 150 mm lange, zylindrische Bauteile aus einem speziellen Edelstahl, die zahlreiche feine Bohrungen aufweisen. Die Teile kommen in einem Granulat-Dosiersystem für Hygieneprodukte mit Hautkontakt zum Einsatz.
Ultraschall – auch als Entgratlösung
Die Projektverantwortlichen im Unternehmen, zu dessen Kernkompetenzen neben der Zerspanung der Bau von Spezialmaschinen zählt, wurden durch Veröffentlichungen auf das Ultraschallentgraten der Weber Ultrasonics AG aufmerksam. Bei diesem berührungslosen Verfahren für die Entfernung außen- und innenliegender Grate basiert die Entgratwirkung auf dem physikalischen Effekt der Kavitation und einer Strömung. Es lässt sich durch Leistung, Amplitude und Dauer des Ultraschalls sowie der Entfernung und Position der spezifisch ausgelegten Sonotrode zum Werkstück an unterschiedlichste Entgrataufgaben anpassen.
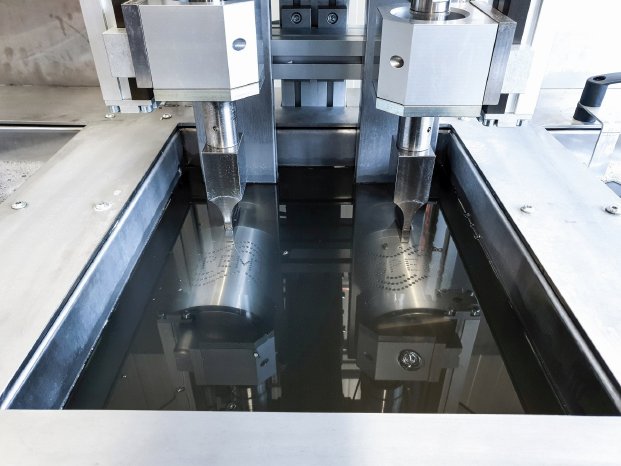
Nachdem umfangreiche Tests im Technikum von Weber Ultrasonics zeigten, dass die Entgratspezifikation reproduzierbar erfüllt wird, konzipierten die Unternehmen gemeinsam eine kombinierte Entgrat- und Reinigungsanlage. Die beim Spezialmaschinenbauer realisierte Mehrbadtauchanlage verfügt über insgesamt vier Becken. Im ersten Bad werden jeweils zwei Teile mit einer Ultraschallfrequenz von 25 kHz vorgereinigt. Neben Rückständen von Bearbeitungsmedien und losen Spänen werden dabei bereits einige Grate entfernt. Für den Entgratprozess werden die auf der Aufnahme befestigten Teile ins zweite Becken transportiert und in das Bad abgesenkt. Danach fahren zwei zirka 60 mm lange Messersonotroden, die sich auf einer X-Achse bewegen, in knappem Abstand über die rotierenden Teile in das Becken. Durch die Kombination der Frequenz von 20 kHz und hoher Amplitude entsteht ein intensives Schallfeld an der Oberfläche der Teile, das die Gratwurzel gezielt abträgt. Parallel dazu wird der Grat durch die Strömung bewegt, abgebrochen und abtransportiert. Im dritten Bad erfolgt mit einer Frequenz von 40 kHz eine Feinreinigung und danach im vierten Becken ein Tauchspritz-Spülprozess.
Das Ultraschallsystem wird durch in der Leistung angepasste Sonic Digital HS Generatoren mit jeweils 1.000 Watt Maximalleistung betrieben. Bei der als integrierbare, hutschienenkompatibel ausgeführte Systemkomponente wird die digitale Frequenz durch einen 32-Bit Microcontroller erzeugt und geregelt. Die Leistung kann im Bereich von 10 bis 100 Prozent in 1%-Schritten geregelt werden. Dies ermöglicht die optimale Anpassung an teilespezifische Entgrat- und Reinigungsprogramme. In diesem Fall kann es, nicht zuletzt durch die hohe Amplitude – wirtschaftlich mit 300 Watt Leistung durchgeführt werden. Für eine hohe Betriebs- und Prozesssicherheit sorgen unter anderem serienmäßig integrierte Einrichtungen für Frequenzüberwachung, Lüftersteuerung, Temperaturmanagement und Trockenlaufsicherung. Durch die Ausstattung mit einer optionalen Profibus- oder Profinet-Schnittstelle lassen sich die Generatoren in übergeordnete Steuerungsprozesse und/oder eine Fernwartung einbinden.
Ein Verfahren für die Entgratung von Metall- und Kunststoffteilen
Optimale Entgratergebnisse werden nicht nur bei diesen Bauteilteilen aus Edelstahl erzielt, sondern auch bei der Entfernung von innen- und außenliegenden Flittergraten an Aluminium- und Zinkdruckgussteilen sowie bei Messingteilen erzielt. Es lassen sich mit Ultraschall auch dünnwandige Werkstücke bearbeiten. Darüber hinaus eignet sich das Ultraschallentgraten für Spritzgussteile aus Polypropylen (PP), Polyamiden (PA) und Polycarbonaten (PC) - auch faserverstärkt. Es können damit sowohl Grate gezielt entfernt werden, die an den Trennebenen der Spritzgusswerkzeuge entstehen als auch so genannte, flächige „Schwimmhäute“. www.weber-ultrasonics.com
Gratfrei und scharfkantig lautete die Spezifikation, für die ein Teilehersteller ein prozesssicheres Entgratverfahren suchte, welches er in seine Fertigung integrieren kann. Bei den zu entgratenden Werkstücken handelt es sich um spanend hergestellte, rund 150 mm lange, zylindrische Bauteile aus einem speziellen Edelstahl, die zahlreiche feine Bohrungen aufweisen. Die Teile kommen in einem Granulat-Dosiersystem für Hygieneprodukte mit Hautkontakt zum Einsatz.
Ultraschall – auch als Entgratlösung
Die Projektverantwortlichen im Unternehmen, zu dessen Kernkompetenzen neben der Zerspanung der Bau von Spezialmaschinen zählt, wurden durch Veröffentlichungen auf das Ultraschallentgraten der Weber Ultrasonics AG aufmerksam. Bei diesem berührungslosen Verfahren für die Entfernung außen- und innenliegender Grate basiert die Entgratwirkung auf dem physikalischen Effekt der Kavitation und einer Strömung. Es lässt sich durch Leistung, Amplitude und Dauer des Ultraschalls sowie der Entfernung und Position der spezifisch ausgelegten Sonotrode zum Werkstück an unterschiedlichste Entgrataufgaben anpassen.
Nachdem umfangreiche Tests im Technikum von Weber Ultrasonics zeigten, dass die Entgratspezifikation reproduzierbar erfüllt wird, konzipierten die Unternehmen gemeinsam eine kombinierte Entgrat- und Reinigungsanlage. Die beim Spezialmaschinenbauer realisierte Mehrbadtauchanlage verfügt über insgesamt vier Becken. Im ersten Bad werden jeweils zwei Teile mit einer Ultraschallfrequenz von 25 kHz vorgereinigt. Neben Rückständen von Bearbeitungsmedien und losen Spänen werden dabei bereits einige Grate entfernt. Für den Entgratprozess werden die auf der Aufnahme befestigten Teile ins zweite Becken transportiert und in das Bad abgesenkt. Danach fahren zwei zirka 60 mm lange Messersonotroden, die sich auf einer X-Achse bewegen, in knappem Abstand über die rotierenden Teile in das Becken. Durch die Kombination der Frequenz von 20 kHz und hoher Amplitude entsteht ein intensives Schallfeld an der Oberfläche der Teile, das die Gratwurzel gezielt abträgt. Parallel dazu wird der Grat durch die Strömung bewegt, abgebrochen und abtransportiert. Im dritten Bad erfolgt mit einer Frequenz von 40 kHz eine Feinreinigung und danach im vierten Becken ein Tauchspritz-Spülprozess.
Das Ultraschallsystem wird durch in der Leistung angepasste Sonic Digital HS Generatoren mit jeweils 1.000 Watt Maximalleistung betrieben. Bei der als integrierbare, hutschienenkompatibel ausgeführte Systemkomponente wird die digitale Frequenz durch einen 32-Bit Microcontroller erzeugt und geregelt. Die Leistung kann im Bereich von 10 bis 100 Prozent in 1%-Schritten geregelt werden. Dies ermöglicht die optimale Anpassung an teilespezifische Entgrat- und Reinigungsprogramme. In diesem Fall kann es, nicht zuletzt durch die hohe Amplitude – wirtschaftlich mit 300 Watt Leistung durchgeführt werden. Für eine hohe Betriebs- und Prozesssicherheit sorgen unter anderem serienmäßig integrierte Einrichtungen für Frequenzüberwachung, Lüftersteuerung, Temperaturmanagement und Trockenlaufsicherung. Durch die Ausstattung mit einer optionalen Profibus- oder Profinet-Schnittstelle lassen sich die Generatoren in übergeordnete Steuerungsprozesse und/oder eine Fernwartung einbinden.
Ein Verfahren für die Entgratung von Metall- und Kunststoffteilen
Optimale Entgratergebnisse werden nicht nur bei diesen Bauteilteilen aus Edelstahl erzielt, sondern auch bei der Entfernung von innen- und außenliegenden Flittergraten an Aluminium- und Zinkdruckgussteilen sowie bei Messingteilen erzielt. Es lassen sich mit Ultraschall auch dünnwandige Werkstücke bearbeiten. Darüber hinaus eignet sich das Ultraschallentgraten für Spritzgussteile aus Polypropylen (PP), Polyamiden (PA) und Polycarbonaten (PC) - auch faserverstärkt. Es können damit sowohl Grate gezielt entfernt werden, die an den Trennebenen der Spritzgusswerkzeuge entstehen als auch so genannte, flächige „Schwimmhäute“. www.weber-ultrasonics.com
